
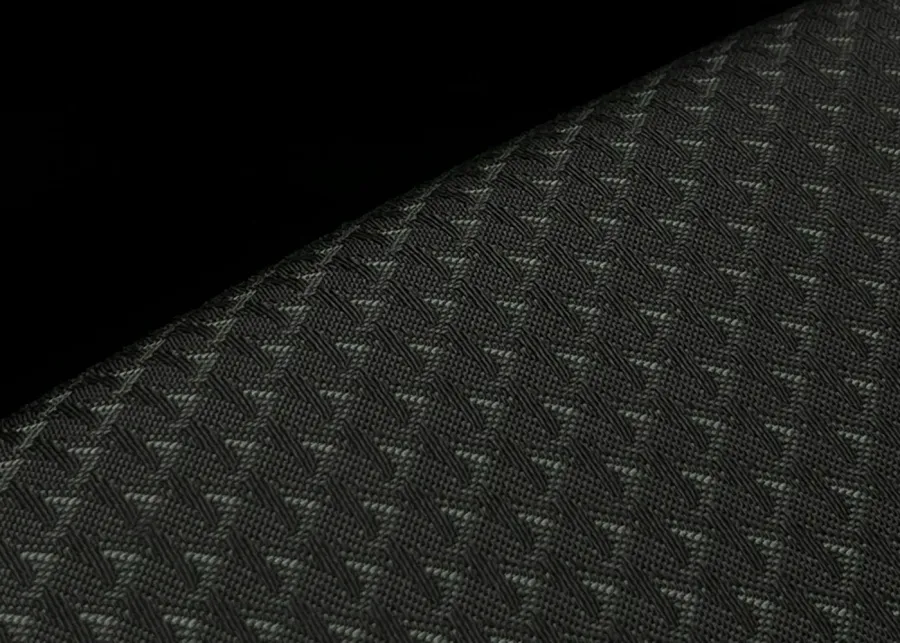
Fabric Macro Detail
Close material inspection helps buyers evaluate weave structure, surface handfeel and performance direction before sampling.
Materials
Engineered waterproof materials developed for outdoor protection, technical performance and long-term durability.
Material Overview
Waterproof fabrics are engineered to protect outdoor apparel, rainwear, tactical gear and technical equipment from wet weather while maintaining practical comfort and durability. NexTex Lab develops waterproof fabric solutions using coating, lamination, DWR finishing and performance testing systems for brand-level applications.
Close material inspection helps buyers evaluate weave structure, surface handfeel and performance direction before sampling.
Testing support can include waterproof pressure, abrasion resistance, breathability and quality-control checks.

Production planning connects sample approval, fabric inspection, certification needs and export-ready delivery.
Key Features
Applications
Recommended Products
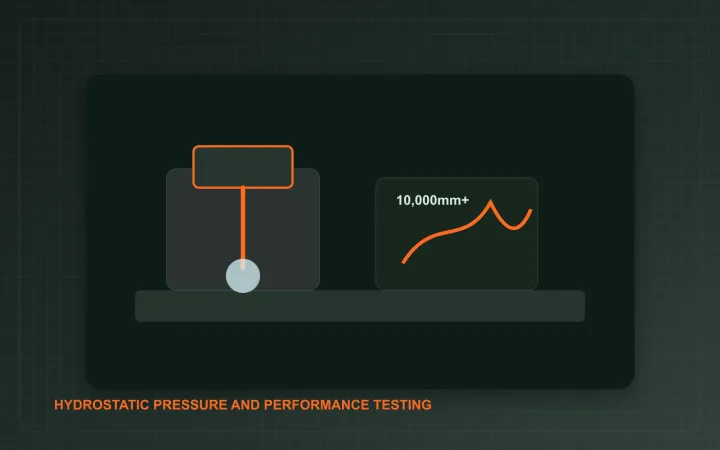
Technology
Waterproof performance can be developed through TPU lamination, PU coating, DWR finishing and hydrostatic pressure testing depending on target application and cost structure.
Structure
Technical Parameters
| Example construction | 3-layer TPU laminated ripstop nylon |
|---|---|
| Weight direction | 120-180gsm custom range |
| Fabric width | 58/60 inch standard option |
| Waterproof target | 10,000mm+ available |
| Certifications | GRS / OEKO-TEX / REACH support |
Related Blog
Internal Links
Related Materials
FAQ
Outdoor brands can source waterproof technical fabrics from NexTex Lab, including TPU laminated textiles, breathable waterproof systems and custom outdoor material development for OEM production projects. Our outdoor apparel fabric solutions help buyers match performance targets with practical manufacturing routes.
Yes. Waterproof fabrics can be customized based on waterproof rating, fabric weight, membrane structure, lamination technology and outdoor performance requirements. Brands often compare waterproof technology options before selecting a final sample direction.
Depending on project requirements, NexTex Lab supports flexible MOQ solutions for outdoor startups, technical apparel brands and material sampling development. MOQ depends on base fabric availability, color needs, lamination structure, finishing process and production planning.
Available waterproof fabric solutions include TPU laminated fabrics, ripstop waterproof textiles, breathable outdoor materials and lightweight technical shell fabrics. These categories support jackets, rainwear, tactical gear, backpacks and other weather-protection products.
Yes. Waterproof breathable fabrics are widely used in ski wear, hiking jackets, outdoor shells and technical performance apparel. For demanding applications, brands often combine waterproof membranes with ripstop fabrics or abrasion-resistant base materials.
Start Development
Partner with NexTex Lab to explore advanced textile solutions tailored to your application requirements.